


Teaching myself to mig weld on a Hobart handler 140. Today was my second day of practicing, I welded a thing to a different thing. Anyone have any advice? Currently only electric no gas. 
Teaching myself to mig weld on a Hobart handler 140. Today was my second day of practicing, I welded a thing to a different thing. Anyone have any advice? Currently only electric no gas.

Were you using flux core wire or wire with gas?
Flux core is ok for some projects but as for automotive work other then exhaust or frame repair I would get a gas conversion kit. Then you can weld thin sheet metal like for body work.
As for the welds they look OK, plenty of heat so the weld will hold fine. When welding thick metal you should bevel the edges or "V" notch a butt weld so you get better penitration.
In reply to jimbbski :
Flux core. Once I get gas I will start using that but for now I'm using what I have lol.

My advice to new weldors is always the same. Don't do what I did and learn while building a roll cage.

Read through this thread it's my adventures when I got mine last summer.
Practice. Find something substantial like a chunk of beam, lay down beads, grind them off, and repeat. Or if you want to be fancy, cut up some flat stock and put it back together.
That stuff worked for me at least. I still use sacrifice pieces in my projects, something the same size/material as what I'll be working on that isn't important so I can get my settings dialed in before the actual project. Eventually you'll figure out the right settings for the right stuff with your machine.

You're not just shooting wire out of a tube, you are melting the base metal that you are trying to stick together. So you need to make a puddle and lead the puddle around. You're leading and adding to the puddle with the wire. That's the difference between a pretty-but-bad weld and a good weld.
Heat management is your task. If you're, say, welding a thin tab to a big thick part like a rearend housing, you'll want to focus on the heavier part and then wick the weld up to the thin part. The thick part both will suck more heat from the weld and will be more tolerant of the heat. And sometimes, you just gotta stop and let things cool down. Go somewhere else and weld there for a bit.
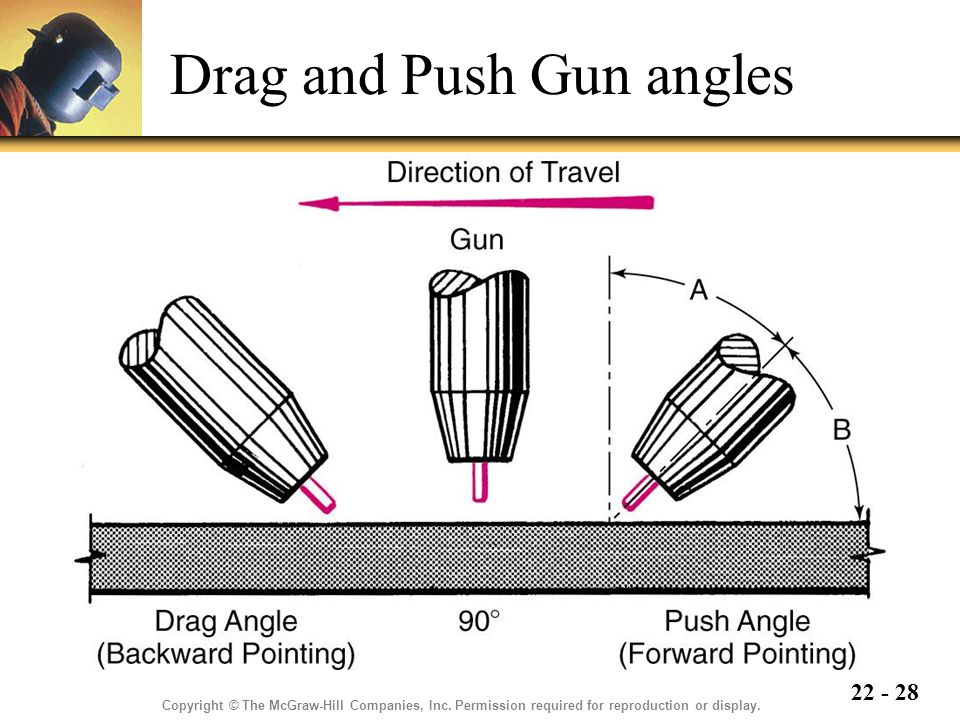
Play with different angles (90 degrees/45 degrees/etc) and also see how welding "up" versus "down" give different effects, as well as "pulling" across the weld vs. "pushing" into the weld. Just knowing that there ARE effects to look for is a huge thing, because now you know that there is something going on there, and not "How come sometimes I weld awesome and sometimes I'm ashamed of my own existence?"
Learning on flux core is going to hurt you to some extent because it makes so much smoke and spatter that you can't really see what you are doing. But if you can make good welds with flux core, when you get shielding gas, it will be like working in easy mode.
This is all flux core welding:


Note that the welds don't sit "on" the metal like a muffin top, but almost form a meniscus with the metal.

Looks like you're off to a good start! What Knurled said about heat management is true. You're learning how to become a "master manipulator of molten metal".
Flux core can be difficult to learn on, but hey ya gotta start somewhere, right? I started out on stick welding, and when I got a mig, I already understood a lot of what I needed to know about moving the puddle around.
Best thing you can do is get some time under the hood and practice. Get some 1/8" or 3/16" scrap metal, clean the rust and mill scale off and just start laying beads. Aim for getting the beads straight and evenly spaced. Knock the flux off when you finish one and lay another right next to it, covering it about half way. Burn up a couple of spools this way. If you don't have an auto darkening hood, get one. It's not essential, but it helps a lot. The Harbor Freight one is a good cheap one to start with.
Learn how to set your mig by sound. It should be a nice crisp buzz, or like frying bacon. Wire speed too slow or heat too high you'll get almost a popping noise. Wire speed too fast or heat too low and the wire won't melt properly and stub out on your work piece. Thicker metals need higher heat.
The Hobart 140 you have is a good machine for what it costs. However the heat control only has 4 settings if i'm not mistaken. Think of the heat settings as "coarse" and the wire speed as "fine" to dial in your arc. Play with different travel speeds and see how the bead is formed. You can fine tune the heat input to some degree by how fast you travel i.e. slower=hotter and vise versa.
I have learned a lot from this YouTube channel https://www.youtube.com/channel/UCqq70AnPkj4-UApS_m_6mPw Jody is a no nonsense straight forward teacher, check out some of his mig videos for ideas on things to practice. He also demonstrates how to check your practice welds for penetration by cutting them up and etching them with naval jelly. Very informative.
Lastly don't practice on your projects! Ruin some scrap metal for a while at first, burn some holes in it just to see how and why that happens. Experience will be a great teacher.
Hope this helps! It may take a while to learn, but don't get discouraged. Welding opens up all kinds of fabrication opportunities and is a great tool to have on your belt. Keep your hood down and that wire burning...

Autodarkening helmet or a stack of different shade filters for the old style one is a must, don't be afraid to turn the shade dial down, you're flying blind if you can't see the puddle of molten metal.
Play with heat settings, go up until you get undercut, and then higher to a point of burning holes in stuff to get a feel for it and see what it looks like, one of the wire feed welder's flaws is it's easy to make pretty welds that are weak because they weren't hot enough.
I'm using a harbor freight auto darkening right now, but I'd like to get a nicer one with the larger window. I bought the welding table today and that made it a lot easier. I've been practicing on the scrap left from my parents shop being built. Also have access to a lot of scrap from work too.

 In reply to TheRyGuy :
In reply to TheRyGuy :
Excellent advice. Jody , of Welding Tips and tricks , is a great instructor. I teach Base Metals Preparation and GMAW welding and use his videos in the classroom.
Proper electrode stickout length and work angle are important with all welding but with fluxcore it is critical. Make certain that you are using a drag angle of 10-15 degrees and a stickout of about .5 inch. Drag means that the wire is entering the puddle at the front and pointed at the weld bead that has been laid. If you don't do this you will get slag inclusions in the weld..
Make some square groove butt joints, weld them, put them in a vise and beat the metal over 90 degrees along the weld axis. Inspect for lack of fusion. Do the same with lap and tee joints.
This welding guide is very helpful. At the college we use Lincoln NR-211MP .045 diameter

I was always told welding is only 10% welding, 90% prep work. There is a lot to be gained by getting good at cleaning, beveling, and fitment. Master those things and the welding will be a lot easier.

My advice would be to check around in your area to see if there's an evening or extension welding class available. I took one at a local technical college; it was one night a week for 8 weeks, the instructor was very good, there was a minimal amount of classroom time, with most of our time spent in the shop actually welding things, and the cost was surprisingly affordable.
 this is a pad, it received a 100 score
this is a pad, it received a 100 score
 this is a flux core AWS certification test. .375 " low carbon steel Lincoln NR-211MP .045 diameter . The visible welds are horizontal and vertical. This piece is very good
this is a flux core AWS certification test. .375 " low carbon steel Lincoln NR-211MP .045 diameter . The visible welds are horizontal and vertical. This piece is very good

Are those mig or tig welds?
In reply to pheller Neither it is Flux core , Lincoln NR-211 MP wire, using a Lincoln Power Mig 350 MP . Done properly it is fabulous
Definitely going to be checking out the YouTube videos. I've been looking into classes but the ones I've found are a bit more expensive than I am currently willing to spend, what with the broke down Mazda and all.
I will try to give you a correspondence class I've never done that but I'm willing
That would be awesome! Tried my hand at yard art today. SWMBO loves it so I suppose it was a success 
 got myself an upgrade over the harbor freight mask
got myself an upgrade over the harbor freight mask
That is a nice addition. I was serious about trying to run a correspondence course with you and anyone else for that matter. I can post assignments and explanations of how to do it and then you could post photos and the information such as wire speed voltage cetera
In reply to pilotbraden :
That would be amazingly helpful
In reply to pilotbraden :
That would be awesome if you did something like that. I'd sign up in a heartbeat.

FWIW - I tend to learn better when I have an actual project to work on. Even though my craigslist MIG came with a welding cart - I built a different cart and used that project to learn how to weld. It was sort of like jumping in the shallow end of the pool. Some of the welds had to be un-welded but not all of them. And having to make actual 3D welds in corners, flat, angles et cetera was more insightful for me than practicing on test coupons. Just my $.02.
You'll need to log in to post.




















