
Sonic
SuperDork
7/26/16 8:28 p.m.
I'm putting together a new motor for our Civic lemons car, trying to do anything cheap/free to help keep this motor alive for a long time. Our last motor lasted 18k race miles (plus 10 years DD duty, in the JY before that), and now has low compression.
The motor is a Honda D16Y8, from a 96-00 Civic, SOHC VTEC. This series of motor has a history of spinning rod bearings from low oil flow. From reading this: http://www.theoldone.com/articles/d_series_engine_building_tips/ I want to enlarge the holes in the main bearings to let more oil flow through, considering how this motor is going to be used.
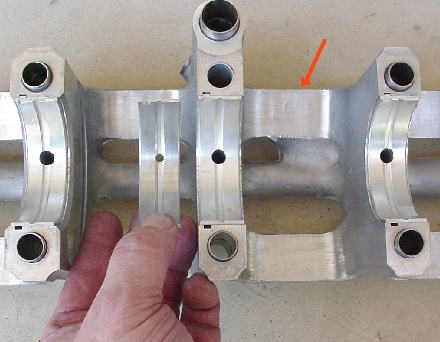
What tool(s) should I use to do this? It doesn't seem right to drill them, and a file would take forever. How about a carbide bit in a dremel, then minor filing? What would you suggest to do this?
I would think a step bit with a fine file afterward would be the cats ass.
T-reamer. Makes small holes big and keeps them round. Very easily controlled.

Center drill would be great, get the right size and theres charts online to which # is which diameter. Then you get a nice chamfer too
I drill and then chamfer the hole. I turn a ball end mill by hand.
I would use a fine rat tail file for the whole process. Finished with a small chamfer on the inside of the bearing and then 1000 or 1500 wet paper on the outside of the shell at the hole just to make sure nothing is protruding down between the bearing and the block.
If the block has not been washed yet I would probably do final port matching of the two holes in the block. Then send it out for a good hot tank treatment and then use compressed air to clean out all the oil passages.
Have you looked in to high volume pumps? If they are made for that motor I would look at those as well.
I'd probably go with the reamer, I'd be worried about deforming the bearing shell from the pressure of a drill bit.
Thought: will increasing the flow at the bearings DECREASE flow to head?
Bigger holes will equal lower pressure unless you take steps to increase oil pressure at the same time.
Wouldn't the pressure really be dictated by the bearing journal clearance?
Sonic
SuperDork
7/27/16 6:46 a.m.
The stock oil pumps on these are excellent, lots of flow and pressure. The goal of enlarging the bearing holes would be to get more oil through the crank to the rods where the problem is.
Good ideas so far, I like the reamer idea.
What are your preferred tools for chamfering?
If you want to try a reamer I have a couple small ones on my desk and could mail you one.
I usually use a step bit for chamfering. I have some countersinks but the step drill is always easier to find.
I use a chamfer bit for chamfering. Comes in a variety of sizes and number of flutes
I'd probably use a regular drill bit, so the hole would not be tapered. With a good sharp bit, there will be a minimal ridge on either side, and no real force necessary.
I'd follow up with a swiss file to smooth the edges.

44Dwarf
UltraDork
7/27/16 7:34 a.m.
Single flute drill will leave the nicest hole but difficult to find in odd sizes, A counter bore or piloted drill will help keep the hole centered and if block needs to be drilled will help there as well. Then use a single flute chamfer tool.
drill bit
Chamfer tool
Check your exciting hole size and required hole size when picking the drill bit.
Harbor Freight has a drill bet set with virtually every size under the sun. They also work a lot better than you'd expect. I have this set, and while it is not my go-to set, because I want to protect it, it's my go-to set when I need something very specific and unique.
http://www.harborfreight.com/115-pc-titanium-nitride-coated-m2-high-speed-steel-drill-bit-set-61543.html
Are you going to make the same mod at the rod end bearings?
Also I was not asking about the existing oil pump. If you are having oiling issues the existing pump is not good enough. A good way to augment a restrictive oiling system (along with what you are doing) is to increase the volume. If a high volume pump us available I would consider changing to it.
bearmtnmartin wrote:
Bigger holes will equal lower pressure unless you take steps to increase oil pressure at the same time.
Pressure is irrelevant, more flow to better cool the bearings is what we're after. Oil pressure is just a handy indirect measurement that tells us the oil pump is pushing more oil than the bearings want to leak out.
In reply to dean1484:
The existing pump is good enough. The (well documented) solution to the oiling problems in these engines is detailed above. The changes that created between the previous generation engine and this one were the smaller oiling holes in the crank bearings restricting flow to cylinder 3 and 4. The only mods people do to the pumps are to usually fill it with Devcon Aluminum and then radius the pump outlet, but otherwise they flow plenty of volume.
What size are the holes now, and what size do you want them to be? A reamer (non-tapered) is typically the tool of choice for accurately finishing holes to size at relatively small diameters.





































