Let's say I wanted to play with my MIG, and wanted to cut small-ish pieces of 18 gauge steel to weld together, as much for practice welding as anything. What is the best tool for this purpose? I have some crappy shears, but it seems really hard to cut 18 gauge with shears/snips. An abrasive disc on a dremel is okay, but seems like it takes forever. Recip saw with hacksaw blade is fast, but hard to keep neat. What am I missing? Pneumatic metal shear?
http://www.harborfreight.com/14-gauge-4-amp-heavy-duty-metal-shears-68199.html
HD Plasma table, then punch press, then laser, listed by increasing cost and accuracy.
Um. Let's say budget is 100 clams. LOL.
Harbor Freight electric nibbler is winning so far! 
If you do get one, be careful when the metal you're cutting curls under. If you accidentally get a double layer in there, you'll snap the teeth off. Ask me how I know.
Fortunately, you can get replacements, and they're cheap. It's really annoying though.
Find a metal brake on Craigslist.
Find a local sheet metal with a shear (not a brake) and give them a few bucks to cut up a bunch of squares.

NOHOME
UberDork
10/15/15 5:09 p.m.
Appleseed wrote:
Find a metal brake on Craigslist.
18 awg is a bit on the thick side for bodywork. The classic cars were more like 19 (hard to get) and the new cars are more like tin foil.
I have a 3-in-one roller, shear and brake and when I can make it work for the job it is great. But 18 gauge is about the limit for what you can cut with it.
If what you want are straight lines to make coupons and practice with, then make a close cut with an angle-grinder and a 1/16" cut off wheel and then snips for the last 1/8".

ncjay
Dork
10/15/15 6:31 p.m.
 If the plasma cutter isn't the best option at the time, I've found this works better than almost anything else, but I haven't tried electric shears. I believe I need to look into those.
If the plasma cutter isn't the best option at the time, I've found this works better than almost anything else, but I haven't tried electric shears. I believe I need to look into those.
I have a plasma cutter, and shears, but for clean straight cuts, I prefer to use a thin abrasive disc in a grinder, and a straight edge. Plasma cutter and a straight edge is my second choice, but it takes longer to clean up the cut edge before welding.
stuart in mn wrote:
Find a local sheet metal with a shear (not a brake) and give them a few bucks to cut up a bunch of squares.
LOL. That is SO not my style. DIY!
tr8todd wrote:
I have a plasma cutter, and shears, but for clean straight cuts, I prefer to use a thin abrasive disc in a grinder, and a straight edge. Plasma cutter and a straight edge is my second choice, but it takes longer to clean up the cut edge before welding.
I can't imagine cutting with the grinder I have. Can you show me a pic of the grinder? Also, I have one of these, but man, it's tough going.

jstand
HalfDork
10/15/15 9:29 p.m.
I use one of these with the guard removed. That will cost you $15:

Plus these for $8:

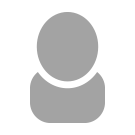
I've been using a HF 3.2 amp cheapo $19.99 Jig saw lately. 1 blade will easily last as long as several packs of discs for a 3" cutoff tool or 4- 4 1/2" grinders. As a bonus it's also easier and safer to cut curves than cut off discs. Made these with it the other day.
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/007_zpswa28afc6.jpg.html] [/URL]
[/URL]
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/001_zpspgee4pdb.jpg.html]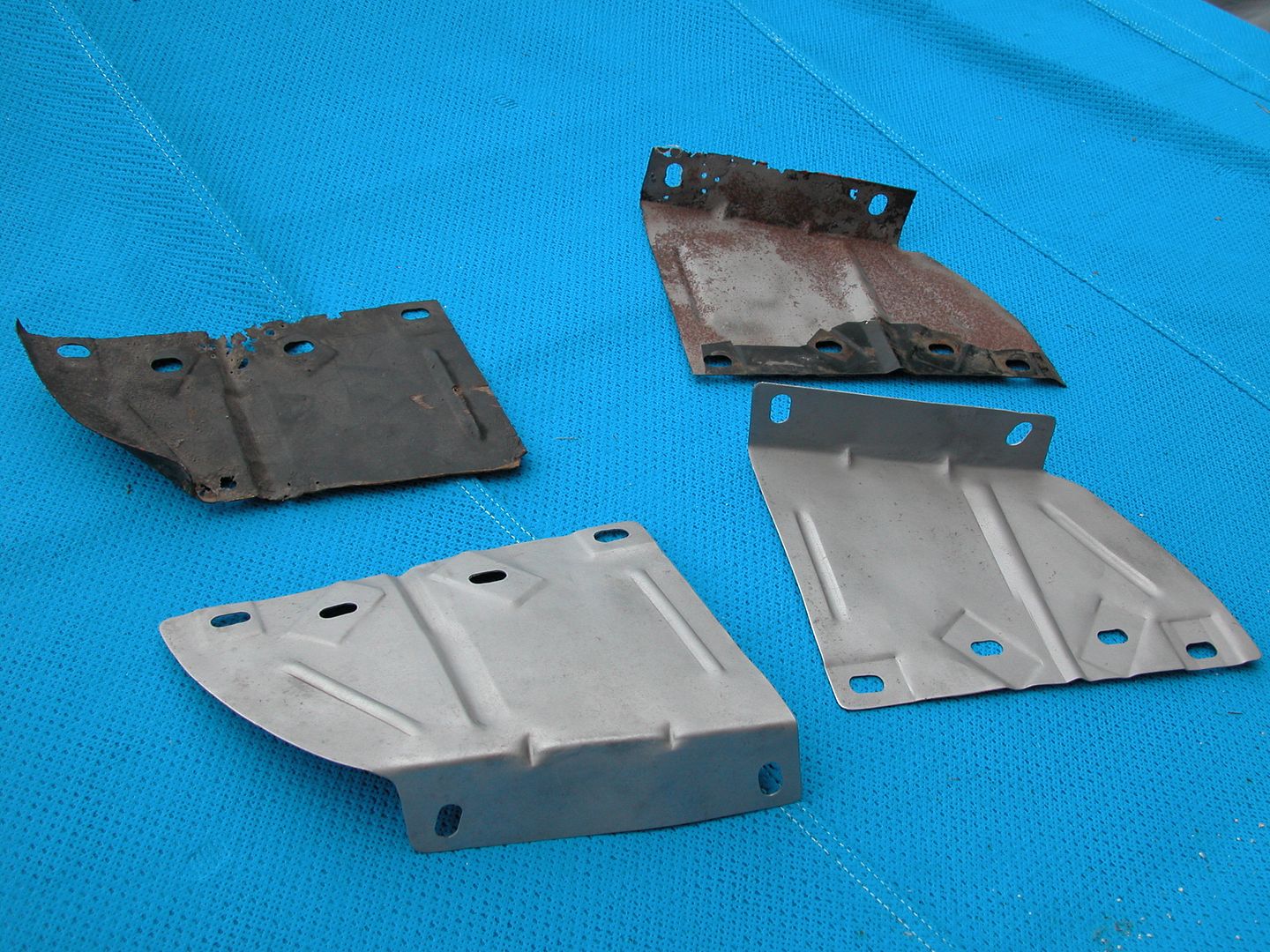 [/URL]
[/URL]
NOHOME
UberDork
10/16/15 6:46 a.m.
NOT A TA wrote:
I've been using a HF 3.2 amp cheapo $19.99 Jig saw lately. 1 blade will easily last as long as several packs of discs for a 3" cutoff tool or 4- 4 1/2" grinders. As a bonus it's also easier and safer to cut curves than cut off discs. Made these with it the other day.
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/007_zpswa28afc6.jpg.html] [/URL]
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/001_zpspgee4pdb.jpg.html]
[/URL]
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/001_zpspgee4pdb.jpg.html] [/URL]
[/URL]
Very nice results. A tutorial on how you did that would not go unappreciated around here.
Bonus points if you did the shapes without a bead roller.
Big band saw? Keeping the blade going one direction seems like it would be better for accuracy than anything that reciprocates. Quieter too.
cmcgregor wrote:
http://www.harborfreight.com/14-gauge-4-amp-heavy-duty-metal-shears-68199.html
This. I can make a real nice straight cut, or even gentle curves, with mine.
Thicker stuff, I use
a straight edge and the plasma cutter. Amazing how nice a cut that can be done that way.

NOHOME wrote:
Very nice results. A tutorial on how you did that would not go unappreciated around here.
Bonus points if you did the shapes without a bead roller.
Cut shapes with jigsaw because the piece was big and too awkward to use the band saw. Used a bench grinder to smooth panel edges, made a drill hole for the ends of each bolt slot. Then I used a die grinder with carbide bit to remove metal between bolt slot end holes. Next I used a HF cheapo bead roller I bought used for 20 bucks to make the strengthening ribs. To make the reliefs for the U nuts I cut a piece of steel flat stock the size of the reliefs and crushed the indentations into the sheet metal using a vice with a soft 2 X 4 backing block to allow the metal something to deform into. Once all the holes etc. were done I bent the curved 90 degree angle in 3 sections in a vice. Then with a 4 X 4 block as support for the angle I used a blunted cold chisel and BFH to make the strengthening indentations in the 90 degree angle.
Although the two parts share the same outline pattern they are inside out mirror images when done so I had to make sure which directions the beads and indentations were made so they'd fit properly. Thankfully they both bolted right in place without any mods after finishing them and the curve for the core support was right on. They're the most likely part to rust on my particular model of car so I'm going to powder coat them even though I don't usually powder coat any of the parts for that car.
To make the beads without a bead roller you can cut a piece of rod the size and length necessary then crush the rod into the sheet metal in a vice with soft wood backing it to create the bead.
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/003_zpszxwd041t.jpg.html] [/URL]
[/URL]
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/008_zpsrrgnb4ax.jpg.html] [/URL]
[/URL]
[URL=http://s240.photobucket.com/user/NOTATA/media/The%2014%20Car%20Performance%20Therapy/009_zpslvqzpsef.jpg.html] [/URL]
[/URL]



































